
3D打印(yìn)常規問題
點擊量:727 發布時間:2017-04-17 作者:草莓视频ios(mài)(上海)增材製造技術有限(xiàn)公司
1.翹邊
3D打印常規(guī)問題
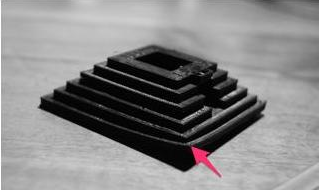
圖中金字塔前麵的角抬起了。
●問題:模型底部一(yī)個或多個角(jiǎo)翹起,就無(wú)法水平附著於打印平台。會導致頂部結構出現橫向裂痕。
●原因:翹邊(biān)是常見問題,往(wǎng)往發生於第一層(céng)塑料因冷卻而收縮時(shí)。模型邊緣因此而卷起。
●處理:
使用加熱打印床,使塑料保持(chí)溫度,不至於固化——稱為“玻璃化轉變溫度”。第一(yī)層材料可平坦地附著於打印床。
在打印床上均勻地(dì)塗上薄薄一層膠水,增加第一層材料的附著力。
確保打(dǎ)印床完美水(shuǐ)平。
可能需要增加(jiā)墊子結構,來加固(gù)打印平台的粘著力。
即使打印機有加熱床,還是建議用膠水,並且調平打印床。
2.大象腿
3D打(dǎ)印常規(guī)問題
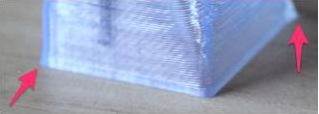
圖(tú)中不易察(chá)覺:底部的(de)凸起。
●問(wèn)題:模型底部(即,第一層)比設(shè)計的尺寸寬。
●原因:為了避(bì)免翹邊,用戶常常會壓扁第一層材料。這容易使(shǐ)底部突出——因此成為“大象腿(tuǐ)”。也(yě)可能隨著模(mó)型重量的增加而對第一層材料形(xíng)成擠壓,如果此時底層還(hái)未固化(尤其是打印機(jī)有加熱(rè)床的(de)情況下(xià)),就可能(néng)形成此問題。
●處理:要想同(tóng)時避免翹邊和(hé)大象腿,有點難。為了盡可能(néng)減(jiǎn)少模型(xíng)底部的突起,建議調平打印床,打印(yìn)噴頭略微遠離打印床(但不要太遠,否則模型就無(wú)法粘(zhān)附了)。此外,略微(wēi)降低打印床溫度。
如果是自己設計的3D模(mó)型,在模型的底部挖個小(xiǎo)倒角。從5毫米和45度的倒角開始(shǐ)試(shì)驗,直至最理想的效果。
3.第一層的其他問題
3D打印常規問題(tí)
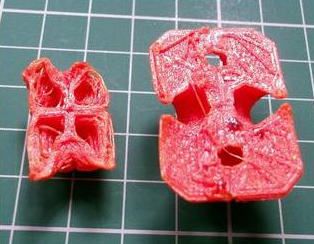
圖右:第一層不平;圖左(zuǒ):由於(yú)底部太小而(ér)翹邊。
●問題:第一層材料粘(zhān)附不理想(xiǎng),因此有些結(jié)構出現了鬆散。
底部出現了不需要的材料(liào)線。
●原因:這(zhè)是打印(yìn)床沒有調平的(de)典型案例。如果噴嘴離打印床(chuáng)太遠,底麵就會出現不需要的線條(tiáo),或者第一層無法粘附(fù)。如果噴嘴靠得太近,就會結塊。
此外,打印床要(yào)盡可能幹淨。打印平台的(de)指紋印可能會影響第一層的粘附。
●處理:
使用打印機軟件,重新調平打印平台。
清理打印(yìn)平(píng)台上的指紋印。
打印前塗(tú)上薄薄一層膠水。
4.底部結構收縮
●問題:模型底部零部件凹陷。
●原(yuán)因:加熱(rè)床溫度過高。
加熱擠出後的塑料像橡膠一(yī)樣:先(xiān)展開,然後冷卻收縮。打印床的熱度隻能傳遞到一定高度(取決於溫度)。此高度以下的塑料保溫和可(kě)延展時長超過了上方(fāng)的塑料材料。因此,受上層重量的擠壓,底部凹陷(xiàn)。
●處理:降低(dī)打印床熱度。有些打印機的打印床默認溫度是75?C,然而PLA材料的最佳溫度是50-60?C。此外,打印機(jī)內低處的冷(lěng)卻風(fēng)扇全速轉動(dòng)。
打印小型模型時,建議一次打印兩份或者同時打印(yìn)兩件(jiàn)不同的模型。如此一來,打印頭在(zài)每(měi)一層停留的時(shí)間就會延長。
打印底座大的模(mó)型時,不要降低打印床溫度——否則,容(róng)易翹(qiào)邊。
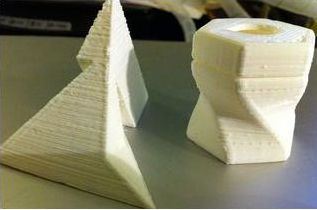
5.傾斜(xié)的打印件/層錯(cuò)位

3D打印常規(guī)問題
●問題:上層移位。
●原因:X或Y軸的打(dǎ)印(yìn)頭不易(yì)移動。
X或(huò)Y軸沒(méi)有對齊,也就是說沒有構成100%的直角。
有滑輪沒有固定到位(wèi)。
●處理:
關掉打印(yìn)機電源,徒手試試是否能輕鬆移動各軸。如果感覺僵硬,或者某個方向更易/較難移動,那麽在軸上抹一滴縫紉機油。
為了檢查(chá)各軸是否對(duì)齊:向打印(yìn)機左側和右側移動打印頭,檢查(chá)滑塊間距、兩邊的滑輪。重複(fù)此步驟,檢查打印機前(qián)後。如果存在未(wèi)對齊的情況,鬆開有問(wèn)題的滑輪螺絲。略微推動滑塊(kuài),對齊軸,然後緊固螺(luó)絲。另一軸重複上述步(bù)驟。
檢查滑輪的螺(luó)絲是否緊固。需要的話,進行(háng)加固。
6.層未(wèi)對齊
3D打印常規問(wèn)題
●問題:模型中間的一(yī)些(xiē)層出現位移。
●原因:打印機(jī)皮帶(dài)沒有緊固。
頂板沒有加固,圍繞底板搖晃。
Z軸有一根杆不夠直。
●處理:
檢查皮帶,根據(jù)需要進行加固。
檢(jiǎn)查頂板,根(gēn)據需要進行加固。
檢查Z軸杆,更換不直的杆。
7.丟失層
●問題:由(yóu)於跳過了某(mǒu)些層(céng),導致存在(zài)間隙。
●原因:
由於某些原因,打印機未能在本該打印的層提供所需的塑料(liào)材料。這就稱為(臨(lín)時)未(wèi)擠(jǐ)出。可能細絲(比如直徑有差異)、細絲卷、送絲(sī)輪存在問題或者噴嘴堵塞。
打印(yìn)床摩擦造成了暫時性的卡(kǎ)死。這是由於垂直(zhí)杆沒有(yǒu)完全與線性軸承對齊(qí)。
Z軸杆或軸承存在問題:杆(gǎn)歪(wāi)曲、髒或抹(mò)油過度。
●處理:
找(zhǎo)到杆和軸承(chéng)的問題(tí),並解決。比如,如果油太多,那就擦(cā)掉。
如(rú)果懷疑杆和軸承沒有對齊,查閱打印機用戶指南,了解矯正方式。
找(zhǎo)到未擠出(chū)的原因會比較難。檢(jiǎn)查細絲卷和送絲係統。打印測(cè)試,看看問題有沒重現——這有助於找(zhǎo)到問題(tí)。
8.高(gāo)個模型出現裂痕
●問(wèn)題:側麵出現裂痕。此問題在(zài)高個模(mó)型中尤(yóu)其多見。
●原因:頂部材料比(bǐ)底部材料降溫(wēn)快——因為加熱床的(de)溫度無法傳遞至高處(chù)。因此,頂部材料的黏合度降低。
●處理:提高擠出機溫度——最好提(tí)高(gāo)10?C。打印床溫度提高5-10?C。
9.下陷
3D打印常規問題

●問題:上表麵出現凹陷,甚至有洞。
●原因:通常是由(yóu)於冷卻存在問題。上表麵不夠厚實。
●處理:打印上表麵(miàn)時,將冷卻風扇設(shè)置為最高速。確保上表麵至(zhì)少有6層厚(hòu)度。
10.拉絲
3D打印常規問題

●問題(tí):模型零部件間出現不需要的塑料絲。
●原(yuán)因:打印頭(tóu)在非打印狀態下移動時,打印頭滴落部分(fèn)細(xì)絲。
●處理:大多數打印機都有回縮功能。啟動此(cǐ)功能後,在非打印狀態下移動打印頭前打印機就會縮(suō)進細絲(sī)。這樣就不會有多餘的塑料材料從打印頭滴落,形(xíng)成拉絲了(le)。確保在分(fèn)層軟件中啟動此功能。
上一(yī)篇:應用在增材製造的新技術,早學(xué)習早受益
下一篇(piān):3D打印的誕生

